Schematische Darstellung eines typischen Felgenaufbaus
 |
 |
|
|
 Zweiteiliges Leichtmetallsonderrad mit unsymmetrischem Tiefbett und Doppelhump. Die Felgenröhre und der Stern wird im Niederdruckkokillenguss-Verfahren hergestellt. Der Felgenstern wird mit der Röhre mittels Spezialschrauben (M7) verschraubt (siehe Bild). Zweiteiliges Leichtmetallsonderrad mit unsymmetrischem Tiefbett und Doppelhump. Die Felgenröhre und der Stern wird im Niederdruckkokillenguss-Verfahren hergestellt. Der Felgenstern wird mit der Röhre mittels Spezialschrauben (M7) verschraubt (siehe Bild). |
|
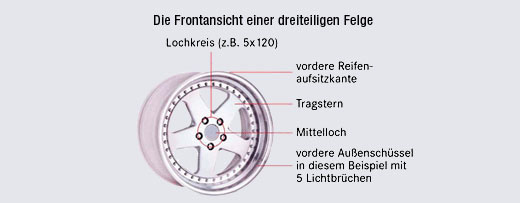
Schematische Darstellung einer dreiteiligen Felge im Querschnitt |
 |
Die mehrteilige Alufelge besteht im wesentlichen aus :
Je nach Art und Konstruktion der mehrteiligen Alufelge sind die Sterne oder Aussenbetter verschraubt und- oder zusätzlich abgedichtet. Mit einer entsprechenden Klebe-& Dichtnaht werden die Felgen nach einem Service, Reparatur oder Veredelung abgedichtet und abgepresst. Eine Rundlaufkontrolle garantiert einwandfreie Montage innerhalb der Toleranzwerte. Aus Sicherheitsgründen müssen immer alle Muttern ersetzt und mit Drehmomentschlüssel verschraubt werden. Der Radschraubensatz, oft 4- oder 5-er Lochkreise werden im Stern mittels Nabenzentrierung (Mittelbohrung) an der Radnabe am Fahrzeug befestigt und mit Drehmomentschlüssel angezogen. Je nach Hersteller sind entsprechende Zentrierringe zu verwenden in Aluminium oder Kunststoff. Es gibt auch Herstellerspezifische Adaptions- & Spursysteme die eine Verwendung / Montage an unterschiedlichen Lochkreisen ermöglicht. Mit unserer neuen Software, können wir speziell an Ihrem Fahrzeug die maximale Spurbreite / Einpresstiefe berechnen und liefern, oder auf Mass anfertigen lassen. |
Schematische Darstellung & Anbauanleitung für Räder mit Adapterscheibensystem |
 |
ACHTUNG!
Besondere Hinweise!
|
|
 |
 1-teiliges Leichtmetall-Rad
1-teiliges Leichtmetall-Rad 2-teiliges Leichtmetall-Rad
2-teiliges Leichtmetall-Rad 3-teiliges Leichtmetall-Rad
3-teiliges Leichtmetall-Rad Zentralverschluß
Zentralverschluß
